



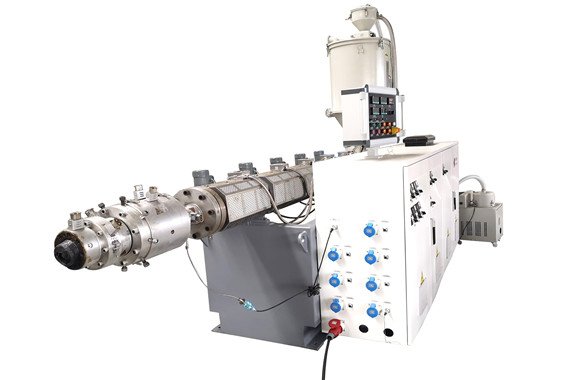

HDPE Hollow Wall Spiral Pipe Extrusion Line
| Extruder | SJ120/33 Single screw extruder or above |
| Extrusion die | round pipe with square calibration sleeves |
| Vacuum tank | 8meters with two chambers |
| Spray tank | 4meters without spray taps |
| Pipe size | 300-3000mm |
| Cutter | Planetary cutter |
| Pipe size | can be customized |
| pipe application | Sewage or water tank |
Your Premier HDPE Hollow Wall Spiral Pipe Extrusion Line Manufacturer in China
Benk HDPE hollow wall spiral pipe extrusion line is a NEW technology to update the HDPE solid pipe or HDPE corrugated pipes, HDPE hollow-wall spiral making machine has BIG advantage in making large diameters which is more 1000mm.
Benk HDPE hollow-wall winding extruding line is much cheaper than other HDPE pipe extrusion line, especially in large diameter HDPE pipes, and HDPE hollow-wall large diameter winding extruding machine can make pipes from 200-3000mm, the max. HDPE solid pipe extrusion line or HDPE double wall corrugated pipe line can only limited to 2000mm.
If you donot have big budget in HDPE double-wall corrugated pipe line, Benk HDPE hollow-wall large diameter spiral pipe extrusion line is the best choice for you now, as it save your budget, and it also can make different size with only change the extruding mould.
The function of HDPE hollow large winding pipe line can make large diameter hollow wall pipe which will be used for sewage or making large water tank. Benk HDPE hollow wall large winding pipe will require two or three single screw extruders, one or two single extruder are used to make square pipes, and another extruder is used for welding the pipe.
Benk machinery can make 300-1200mm hollow-wall spiral pipe in one production line and 800-2000mm in one production, and 1600-3000mm can be made in one production line.
The disadvantage is of HDPE hollow-wall spiral pipe extrusion line is its speed, the speed of production line is slowly when making the large diameter HDPE pipes, but its pressure level of HDPE hollow-wall is also perfect.
If you want to know more about our large diameter HDPE hollow-wall corrugated pipe extrusion line, you can contact our engineer. Thanks.
- Data Sheet
- Videos
- Image Gallery
- Send Enquiry
HDPE Hollow Wall Winding Pipe Extrusion Line:
| Model | Diameter(mm) | Extruder style | Extruder total power | Extrusion speed(m) | Capacity(kg/h) |
| BEK1200 | 300-1200 | SJ90X33/SJ65X30 | 200Kw | 1-12 | 320-420 |
| BEK2000 | 800-2000 | SJ100X33/SJ65X33 | 270Kw | 0.5-3 | 240-600 |
| BEK3000 | 2200-3000 | SJ120X30/SJ90X30 | 340Kw | 0.3-2 | 300-650 |
The testing video for HDPE Hollow Wall Spiral Pipe Extrusion Line:







Product Related HDPE Hollow Wall Spiral Pipe Extrusion Line




HDPE Hollow Wall Winding Pipe Extrusion Line: Buying Guide
Some pipes are so large that a person can stand inside.
 Figure 1: Large diameter pipes installation
Figure 1: Large diameter pipes installation
These are large-diameter pipes and they mostly used for stormwater management.
Cement and cast-iron pipe are the most common. But there is a growing demand for large-diameter plastic pipes because they are relatively cheaper, quick to manufacture and cost-effective to handle.
Today, I want to introduce you to the HDPE hollow wall winding extrusion line. Also called the HDPE hollow wall winding pipe extrusion machine.

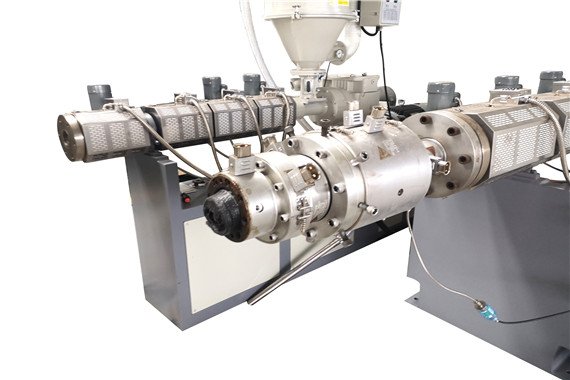
Figure 2: Sprial machine for HDPE Hollow Wall Extrusion Line
We use this line to produce large-diameter HDPE pipes.
Chapter 1: What are HDPE Hollow Wall Pipes?
1.1 What is HDPE in full?
HDPE stands for High-density polythene. It’s among the six most popular plastic resins in the world.
Every plastic resin is identified by a number. If you want to know a product has been made using HDPE, check for the following symbol on the packaging:

Figure 3: HDPE can be recycled
I will also list other plastic numbers briefly so you can easily identify them.
- (1) PET or PETE
- (3) PVC
- (4) Low-density polyethylene (LDPE)
- (5) Polypropylene
- (6) Polystyrene
 Figure 4: Recycleding tap
Figure 4: Recycleding tap
So why do use HDPE to manufacture these big drainage pipes?
HDPE is the ideal choice for large-diameter pipes because it has a large strength-to-density ratio.
Its density ranges from 930 to 970 kg/m3. This is slightly more than the density of LDPE.
HDPE is a thermoplastic, which means that we can recycle it.
In addition, HDPE is a food-grade plastic. Therefore, HDPE pipes can be used for transporting drinking water.
1.2 What is the raw material for HDPE pipe
HDPE granules. They are available in different colors.
 Figure 5: HDPE raw materials
Figure 5: HDPE raw materials
There are also two types of HDPE granules you find in the market:
- Virgin plastic pellets: They are plastic granules that are newly-produced and have not been made into products yet. Virgin HDPE granules are usually translucent.
- Recycled granules: These granules are made when other HDPE products are recycled. They are available in “black.”
Finished HDPE pipes are also colored black. During production, we add 2-5% of carbon black master-batch to the virgin granules. The pipes become UV resistant allowing them to resist the effect of direct sun rays and last longer in outdoor applications.
1.3 What is an HDPE pipe?
It’s a tubular section made using HDPE polymer. We can put HDPE pipes into three categories:
I. Solid wall HDPE pipes
 Figure 6: Solid wall HDPE pipe
Figure 6: Solid wall HDPE pipe
They have one layer of homogeneous thermoplastic material and are mainly used in water distribution systems.
- Learn more about Benk’s HDPE Pipe Extrusion Machine for pipe sizes 20mm – 1800mm.
II Corrugated HDPE pipes
Corrugated HDPE pipes have a ring structure to enhance their mechanical and physical performance.
 Figure 7: Single-wall HDPE Pipes
Figure 7: Single-wall HDPE Pipes
The most common types of HDPE pipes are single wall types used for cable protection and double-wall types for sanitary sewer drainage.
- Read more on our Corrugated Pipe Extrusion Line.
III Hollow-wall, large-diameter HDPE pipes
Hollow wall pipes are usually available in diameters of 300mm to 3,500mm. (30cm to 3.5m)
As its name suggests, this type of HDPE pipe has a hollow wall. To get a clear picture of what I mean, here is a cross-sectional diagram of the solid wall HDPE pipe versus the hollow wall HDPE pipe.
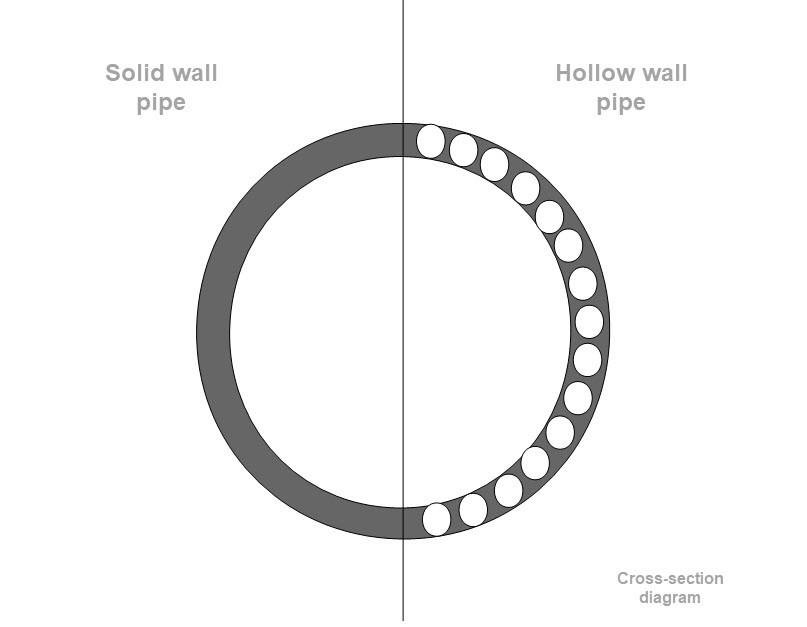 Figure 8: Cross-sectional diagram of solid wall vs. hollow wall pipe
Figure 8: Cross-sectional diagram of solid wall vs. hollow wall pipe
So what causes the hollows in the pipe’s wall?
It is a result of the unique manufacturing process. First, we extrude a rectangular or square hollow profile that will be wound on a heated, rotating mandrel.
The rectangular profile is similar to a pipe. But with a rectangular cross-section.
It is wound directly on the mandrel, and two turns of the pipe are welded together using a filler material.
To make it easy to understand, you can think of this process, as winding a string over a metal cylinder and then pouring glue between the turns of the string to form a tube.
We’ll talk about this process in depth in the next chapter.
 Figure 9: stacker of HDPE Hollow Wall Winding Pipe Extrusion Line
Figure 9: stacker of HDPE Hollow Wall Winding Pipe Extrusion Line
Ring-stiffness and strength of the Hollow wall pipe
The finished hollow-wall pipe has a smooth inner surface or inner wall to allow water to drain through quickly.
Since hollow wall pipes are used in outdoor applications and handle heavy loading when buried, it’s important for them to have a strong structure.
The rings, ribs or grooves in the outer surface enhance the pipe’s stiffness.
The hollow wall pipes tend to have the same superior ring stiffness like similar solid walled pipes.
Here is a video showing how a pipe’s ring stiffness is measured.
Hollow wall pipes are also better because they utilize less plastic material
In turn, large diameter hollow all pipes more economical to produce, lighter, and cheaper to transport.
It’s also simpler to fabricated tees, bends and other fixtures for hollow wall pipes than concrete or cast iron pipes.
1.4 Other names for Large-Diameter Hollow Wall HDPE Pipe

Figure 10: Carat pipes is different with hollow wall pipes
Hollow wall pipes have other names. Some include:
- Carat Pipe- even it is hollow wall pipes, but production process is different with hollow wall pipes
- HDPE winding reinforced structural wall B-tube
- HDPE winding structure wall tube
- HDPE winding B-tube
- High-density polyethylene Chan Raoguan
- B-type structure of the wall tube
Conclusion
In this chapter, we have laid the necessary groundwork that will allow us to understand how HDPE winding B-tube pipes are manufactured.
You will also learn about the major machines in the HDPE hollow wall manufacturing line. I’ll highlight some advantages that you will get by owning Benk’s HDPE hollow wall winding pipe extrusion line.
Chapter 2: How is HDPE Hollow Wall Pipe Manufactured?
Production video:
This chapter will tell you all there is to know about manufacturing large-diameter HDPE pipes.
You’ll get to understand how components of the line work. This will help you navigate the buying process. And might even save you money.
If you have any questions in this section, don’t hesitate to contact us here.
Let’s get started with a table detailing the major parts of the line:
| No. | Name | Quantity |
| 1 | Single screw extruder for square shaped pipe | 1 set |
| 2 | Square shaped pipe extrusion die | 1 set |
| 3 | Vacuum calibration water tank | 1 set |
| 4 | Flood cooling water tank | 1 set |
| 5 | 2nd single screw extruder | 1 set |
| 6 | Mandrel/Spiral forming unit | 1 set |
| 7 | Haul off and Cutting Unit | 1 set |
Summary of the manufacturing process
Drying of HDPE granules + Additives in hopper dryer> Plasticization & Extrusion > Shaping inside square shaped die > Vacuum calibration > Flood cooling > Application of glue material/liner > Winding by spiral unit > Cutting > Stacking
2.1.1 Single screw extruder
Remember the HDPE raw granules in the first chapter. We need to heat them until they turn into a polymer liquid (plasticization). Then, we can turn them into any shape we want (extrusion).
The single screw extruder performs both plasticization and extrusion. I will briefly show you a diagram of the extruder and highlight its main parts:
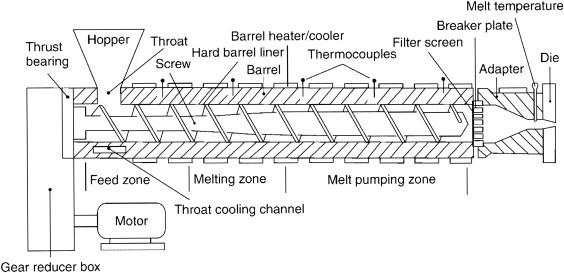
Figure 11: Single Screw Extruder Science Direct
Here is the actual image of the single screw extruder in our workshop. Can you spot some of the parts?
 Figure 12: Benk extruder
Figure 12: Benk extruder
Did you see the extruder’s barrel, the hopper dryer, control panel, electrical cabinet and die. If so, let’s go over a quick summary of how the extruder functions.
- Before production, we heat the extruder’s barrel and die to the required operating
- Auto loading of material: We do this using a feeder pump. You may spot it in the image on the far right bottom corner.
- Drying of material in the hopper dryer: HDPE is not hygroscopic in nature (which means it doesn’t absorb air from the air). But the carbon black masterbatch draws moisture from the air. We need to dry the raw mixture before use. And we do this in the hopper dryer, which circulates hot air through the material. Moisture is carried up and out of the hopper tank.
- Feeding of material in extruder: The dry raw material is discharged inside the barrel. You will see a screw if you look at the diagram. As the screw rotates, it moves the molten polymer through the extruder.
- Melting of HDPE: Melting occurs in the second section of the extruder. Here you’ll find heaters cast into the barrel. There are also cooling fans to regulate the temperature.
 Figure 13: Labeled diagram of the barrel and extruder
Figure 13: Labeled diagram of the barrel and extruder
- Pumping zone: In this zone, a combination of pressure and heat further melts the HDPE material. Because the screw exerts mechanical force on polymer melt, it pressurizes the extrudate. It will allow it to flow out the barrel into the die for shaping with some force.
- Breaker Plate: Before the melt leaves the extruder, it passes through the breaker plate which consists of a steel plate that has been perforated (bearing small holes). And its role is to stop contaminants such as foreign materials that might have been in the raw materials from becoming part of the final product. If that happens, our finished Hollow wall pipe will have defects. At the customer’s request, we can equip the extruder with an automatic screen changer.
Advantages of Benk’s extruder:
 Figure 14: Control panel for the single screw extruder
Figure 14: Control panel for the single screw extruder
I believe that extruder is the most critical piece of equipment in the HDPE hollow pipe making line.
Now, when you choose the extruder, you need to know its output capacity & speed. There are two types essentially normal speed and high-speed extruders.
What determines these specifications is the type of screw and total power in KW.
We can supply both normal speed and high-speed extruders. With high-performance screws and accurate temperature controllers, our extruders guarantee uniform plasticization.
The gearbox also has a high torque, which means it can provide a lot of power even at lower speeds for high output.
At the customer’s request, we can also include a PLC touch screen interface to increase accessibility and ease of control.
Our extruders are also low noise. And they have AC motors because DC motors generally need more maintenance. We also use ABB inverters in the extruders.
2.1.2 Extrusion die head for square pipe
The die’s role is to create shapes from the molten HDPE polymer.
 Figure 15: HDPE square pipe into the vacuum tank
Figure 15: HDPE square pipe into the vacuum tank
Since we’re manufacturing hollow wall pipes, we want to create a square/rectangular-shaped hollow pipe.
The shape is easy to weld together. Finally, on the subject of the die, you ought to know that there are two major types; the basket die and the spider die.
The designs describe how the molten polymer is distributed to form the shape.
2.1.3 Vacuum calibration tank
 Figure 16: Vacuum tank showing control panel
Figure 16: Vacuum tank showing control panel
Calibration is the process of configuring the extruded product to the required dimensions.
This is because the die gives the square hollow pipe a preliminary shape, and not accurate dimensions.
Also because the HDPE pipe is still hot, it deforms easily when acted upon by gravity or other forces such as pulling exerted by the rotating mandrel.
So the vacuum tank allows us to get the accurate dimensions. It also cools down the extruded pipe, in turn making it rigid enough to be handled by other downstream equipment.
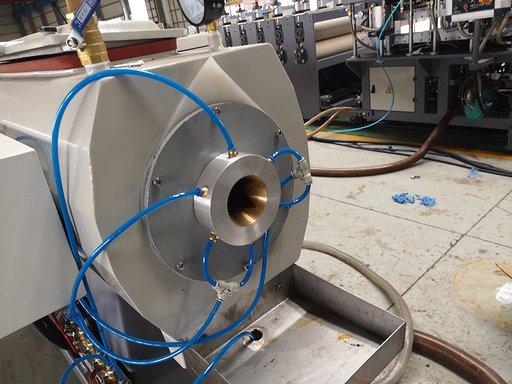 Figure 17: Front-end of vacuum calibration tank
Figure 17: Front-end of vacuum calibration tank
Now, at the front-end of the vacuum calibration tank, you’ll find a sizing sleeve and a water cooling ring.
The sleeve has the corresponding dimensions of your final product. Sleeves are interchangeable, which means you can get sizing sleeves of different specifications.
At Benk, we use high-abrasion bronze sleeves to counter the corrosive effects of hot plastic.
You’ll have also seen the cooling ring with the blue pipes. It cools the extrudate as it enters the tank. Cool water circulates in the cooling ring drawing away heat.
Here is a picture of the sizing sleeves:
 Figure 18: Sizing sleeves
Figure 18: Sizing sleeves
Before we talk about the next machine in the line, you might be wondering: What happens inside the vacuum tank:
I’ll explain:
Inside of vacuum tank, there is reduced atmospheric pressure. So when the square HDPE pipe enters the vacuum tank, it’s subject to a vacuum.
The vacuum creates a positive pressure inside the pipe. It forces the inner walls against the sizing rings.
In short, the tube expands from the inside. And square rings stop the expansion. Thus, we get the desired shape and dimensions.
In other sections of the vacuum tank, the hollow pipe is subjected to more partial vacuums to maintain the shape set.
Next, I’ll briefly talk about the cooling system:
It consists of water reservoir and pumps. What happens is the water is pumped inside the tank through a series of cone nozzles.
They spray the rectangular HDPE hollow pipe as it passes through hence cooling it. The water is recycled and there is a filter to filter out contaminants that might have entered the water.
A thermostat continually gives us the temperature readings of the water. You’ll see this reading on the control panel.
 Figure 19: Back-end of the vacuum tank where the square pipe leaves
Figure 19: Back-end of the vacuum tank where the square pipe leaves
Advantages of our Vacuum Forming tank
The vacuum forming tank is also essential to the quality of the final HDPE hollow wall pipe.
It also has many components and parts which must be of high quality. Our vacuum tank has several advantages including:
- Multiple chambers
- Enough inspection covers along the length of the tank for easy monitoring
- 3m, 6m and other custom lengths per your requirement.
- Low water consumption since the thermostat regulates the water temperature and flow.
- Components are made using stainless steel to prevent rusting. So the equipment can last for many years.
2.1.4 Cooling trough
 Figure 20: Cooling trough
Figure 20: Cooling trough
The cooling trough acts as the second cooling device after the vacuum tank. Why do we need two cooling devices?
It is because plastic polymers have a low thermal conductivity. And it takes time to sufficiently cool them in a cooling medium such as water or air.
Expect for polymers shapes with thin walls like small single-wall corrugated pipes, which rapidly cool in the air. Now, let’s discuss the cooling trough:

Figure 21: Cooling trough side view
We use it to cool the square HDPE pipe with two objectives:
- To ensure that square pipe is stable during winding. We don’t want it to lose its cross-sectional shape.
- We also want it to remain sufficiently elastic and flexible so the rotating mandrel can wound it.
So cooling is a delicate balance. And as the pipe passes through the cooling trough, it creates some turbulence, which breaks up warm water that tends to surround and insulate the pipe. This leads to an increase in cooling efficiency.
Advantages of our Cooling Trough
Our cooling water bath is fabricated from high-grade metal materials. It has several compartments. And adjustable mounts so you can increase or decrease its height easily.
2.1.5 Single screw extruder for melt welding material ( welding extruder)
Figure 22: Labeled single screw extruder
The production of the hollow wall HDPE pipe is made possible by the helical seaming technique.
As I have hinted earlier; the process involves winding the square hollow pipe on a rotating drum or mandrel, and joining two turns of the turn using a filler material.
The second extruder supplies the filler material. It’s mounted on top of the frame that also holds the rotating drum.
It considerably looks different from the first extruder is that its die is a filler material applicator that applies the extrudate on the winding pipe. Next, let’s talk about the twine forming machine.
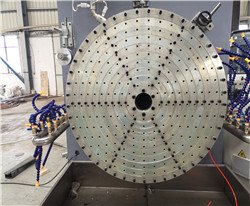
2.1.6 Twisted pipe forming machine (Twine forming machine )
 Figure 23: Groove roller for guiding the pipe
Figure 23: Groove roller for guiding the pipe
The whole purpose of the twine forming machine is to join two turns of the square hollow HDPE pipe to form a continuous profile.
Starting off, you’ll notice the u-groove roller. It guides the thermoplastic tube onto the rotating drum.
Our goal is to produce a pipe with uniform wall thickness. So the two turns being joined together must have the same height. We solve this challenge by accurately setting the dimensions in the vacuum tank.
So at each turn of the drum, the applicator will apply the filler material between the gap between two square pipes before winding.
The rotating drum also has a textured surface to increase the grip on the pipe. There are two parts of the drum; the originating end, where you can see the chain that drives the drum, and the distal end where the finished pipe will slide off gradually.
 Figure 24: Cooling pipe hoses
Figure 24: Cooling pipe hoses
Okay, you might have noticed some blue pipes with yellow spray heads mounted beside the twine forming machine.
What role do they perform?
Well, I have said that plastic takes a considerable time to cool. And the next operation after helical forming of the HDPE large diameter hollow wall winding pipe is cutting using a circular saw. So we need the plastic to have entirely cooled for proper sawing.
The blue pipes spray cooling water on the hollow winding pipe as it spins. There is a draining tank under the drum to collect and recycle the residual water.
 Figure 25: Stainless steel water collection tank under the drum
Figure 25: Stainless steel water collection tank under the drum
2.1.7 Support roller off and cutting machine
Next, we support the finished pipe from the twin forming machine. On other plastic pipe extrusion lines, we usually use a puller with two tracks to draw the pipe.
But on the HDPE Hollow Wall Winding Pipe Production Line, the pipe is pushed by the motion of the drum.
We only let it slide off on rollers mounted on frames with adjustable heights as shown in the picture below. During the haul off, the HDPE hollow wall pipe cools and hardens further.

Figure 26: Haul off rollers
The cutting machine works automatically. It is fitted with sensors that determine when the right length of the pipe has passed through. After which, sawing begins.

Figure 27: Cutting saw
Here you can see the frame that holds the sensors, and the circular saw mounted at the bottom.
2.2 Advantages of our Hollow Wall Winding Pipe Production Line
- The line has a high production efficiency, speed, and output. It’s also energy saving.
- The twine forming machine has a high-torque motor that provides higher power to the drum while still maintaining it at low speeds for accurate forming of the helical structure.
- Our HDPE hollow wall winding pipe extrusion line is easy to operate and stable during long production hours.
- PLC control system to allow the operator to manage the line with ease. There are also many sensors at each point. In case of problems, they send timely alerts & alarms thus helping operators to preempt issues before they escalate.
2.3 Auxiliary Machines for HDPE Hollow Winding Line
Auxiliary machines perform supporting tasks such as recycling of plastic waste generated during the operation of the HDPE hollow wall winding pipe extrusion line. The auxiliary equipment you may need includes the plastic crusher, water chiller, and the plastic pulverizer.
Conclusion
In this chapter, you have seen the different machines involved in the manufacture of the HDPE winding pipes. Next, we’ll see reasons why HDPE hollow pipes are gaining traction in the marketplace, by looking at their benefits, characteristics, and applications.
Chapter 3: Properties, Benefits, and Uses of HDPE Hollow-wall Pipe
 Figure 28: Black HDPE winding pipe
Figure 28: Black HDPE winding pipe
3.1 Performance Properties of HDPE Hollow Wall Pipes
HDPE hollow pipes draw their performance properties from their unique structure two side walls with a hollow cavity.
First, they are lightweight while still exhibiting good ring stiffness, which allows them to resist external loads. For instance, when they are buried in trenches.
While winding pipes resist outside pressures well, they are not optimized to withstand high internal forces. So chiefly they are used to transportation pressure-less fluids.
What’s more, HDPE carat pipes are flexible allowing them to withstand ground shifts.
And when they are used in sewer systems where chemicals such as hydrogen sulfide and sulfuric acid are present, they display excellent chemical corrosion resistance.
Although HDPE pipes are mostly buried, they also exhibit good weather resistance due to the inclusion of carbon black in the recipe that counters harmful ultraviolet rays.
You can also store HDPE hollow winding pipes outside without worrying that they will be damaged by exposure to weather elements.
 Figure 29: Installation of HDPE drainage pipe
Figure 29: Installation of HDPE drainage pipe
3.2 Uses of HDPE Hollow Winding Pipes
- Agricultural water supply and drainage
- Stormwater management systems
- Building water supply and drainage
- Cable laying
- Construction
- Industrial waste application
3.3 Advantages of HDPE Hollow Wall Pipes over Concrete Pipes
- Easy transport with no material loss
- Elastic
- Relatively cheaper
- Easy to install
- Not easily breakable
- Leak-proof
- Very long service life with 1000 years decay time in nature
- Can be easily used underwater
Chapter 4: HDPE Hollow Wall Wind Pipe Extrusion Making Machine Manufacturers
 Figure 31: Clients and staff viewing the HDPE hollow-wall manufacturing line
Figure 31: Clients and staff viewing the HDPE hollow-wall manufacturing line
Benk Machinery has been a reputable manufacturer of plastic extrusion lines for over 10 years. We serve global clients from North America, Africa, Russia, South American, Asia and more countries.
Our HDPE hollow wall pipe extrusion line has been designed to maximize profits for you. We have sourced the best parts from domestic and overseas manufacturers.
The highly-qualified team of technicians and engineers at Benk also designs and builds many plastic lines for our clients each year. They also provide technical assistance to plastic manufacturers worldwide. You will get the best expertise.
If you choose us as your preferred HDPE hollow wall winding pipe extrusion company, here are more ways we’ll ensure your success:
 Figure 32: Whole line view
Figure 32: Whole line view
Pre-sale and after-delivery services
1. Consultation Services
We offer phone consultation to customers who need questions answered or want to learn more about our plastic lines. We will provide consultation with or without an order.
You can also visit our company and engage with our friendly team. Just inform us of your to visit us. We will help arrange a good visit for you.
You can also meet us at our stand during trade shows. Visit our blog to see some of the trade fairs we have attended in the past. We update it with information about new trade shows we plan to attend and how you can find us.
1 Diagrams for Water, Electrical or Gas
After signing the sales contract, you’ll need to prepare your factory for the installation of the HDPE hollow winding machine.
We will supply charts for water, electricity and gas, so you’ll be prepared when the machine arrives.
2 Installation and training services
We can send our engineer to oversee the installation of the machine and help you begin production.
The engineer can also train your staff, and help them operate & troubleshoot the machines independently.
 Figure 33:front whole line view
Figure 33:front whole line view
Frequently asked questions
- Are you a trading company or factory?
We are factory specializing in plastic product lines.
- Where is your factory located?
Jiangsu, China (Mainland)
- What steps does your factory take to ensure quality?
Our company has qualified for several certifications such as the SGS certificate. We also assemble and test each machine before packing and shipment.
Conclusion
Get the best value for your investment by choosing Benk’s machines. Not only do we provide high-quality extrusion equipment for producing HDPE winding pipes, be we also strike long-term relationships with our partners.
We are open, transparent and want you to succeed. If you have any questions, feel free to send an inquiry here.
More Reading:
- Reinforced concrete pipe vs. plastic pipe
- THE ANALYSIS OF SERVICE ABILITY OF POLYETHYLENE PIPES AND TANKS WITH THE HOLLOW WALL BY STRENGTH CRITERION
- Pipe extrusion apparatus including winding a hollow profile